在托辊式网带炉内进行圆锯片零件的热处理,代替传统热处理技术,并取得成效。网带炉特别适合于多品种、大批量薄片类零件热处理,尤其适合于木工机械、园林机械和棉花机械弹簧钢制圆锯片的热处理。
(1)圆锯片的加工工序流程
1.冷轧薄钢板2.冲压成型(激光切割成型)3.整理4.热处理5.手工锤击6.平磨7.高频焊接刀头8.喷砂9.刃磨10.涂装
(2)设备改造
钢在马氏体相变时也会产生相变塑性现象
采用四工位的液压校平机,使圆锯片通过引上机进入液压校平机,来解决浮动加压不足不足的问题。然后更换引上机转动链轮,加快速度,再将引上机垂直下降约100mm,解决圆锯片在网带炉油中出口卡片现象。
(3)圆锯片热处理工艺参数
1圆锯片淬火加热温度为830摄氏度
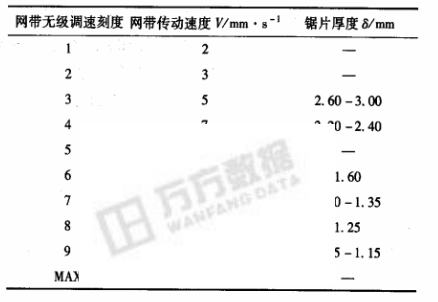
2圆锯片厚度确定网带淬火炉网带传动速度
3气体保护滴入甲醇(CH3 OH)流量为0.15L/h
4淬火冷却油选用闪点大于220摄氏度的等温分级淬火炉,油温设定80摄氏度
5.根据圆锯片直径大小,采用合理的装炉方案,调整圆锯片热处理生产节拍,确定热压时间为30s。
6.在网带回火炉内进行一次回火,加热温度为260摄氏度,调整回火时间为15-30min。
7.一次回火后,采用专用工装,经过两次加压装卡,装入井式回火炉
8.在井式回火电阻炉进行二次回火,加热温度根据圆锯片温度设置在370到440摄氏度,回火保温12H,出炉空冷至室温。
(4)生产率计算
若按照生产制度a按三班制计算,每天可以热处理圆锯片9600枚。
